螺旋焊接鋼管生產(chǎn)工藝流程特點(diǎn)
發(fā)布日期:2017-12-25瀏覽次數(shù):2097
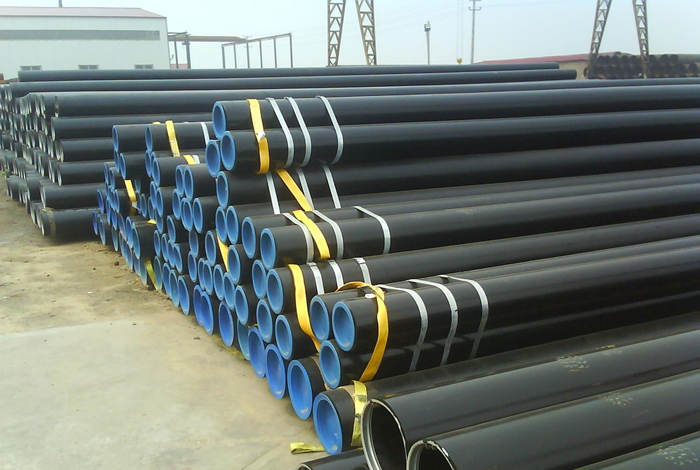
螺旋焊接鋼管也稱(chēng)螺旋焊管���,是用鋼板或鋼帶經(jīng)由過(guò)程卷曲成型后焊接制成的鋼管。螺旋焊接鋼管生產(chǎn)功底簡(jiǎn)單���,生打造死守高��,種類(lèi)規(guī)格多�����,裝備資少���,但一樣平常強(qiáng)度低于無(wú)縫鋼管���。20世紀(jì)30年月以來(lái),隨著優(yōu)秀帶鋼連軋生產(chǎn)的很快發(fā)展以及焊接與測(cè)驗(yàn)技藝的前進(jìn)��,焊縫品質(zhì)絡(luò)續(xù)提高�,螺旋焊接鋼管的種類(lèi)規(guī)格日趨增多,并在越來(lái)越多的范圍承辦了無(wú)縫鋼管�。螺旋焊接鋼管按焊縫的形式分為直縫焊管與螺旋焊管。
直縫焊管生制造唱工簡(jiǎn)單���,生打造屈服高�,資源低���,發(fā)展較快��。螺旋焊管的強(qiáng)度一般比直縫焊管高��,能用較窄的坯料生打造管徑較大的焊管��,還或者用同樣寬度的坯料生打造管徑分歧的焊管��。然而與相同長(zhǎng)度的直縫管相比��,焊縫長(zhǎng)度添加30~100%�,而且生出產(chǎn)速度較低。因此�,較小口徑的焊管多數(shù)接納直縫焊,大口徑焊管則大多接納螺旋焊����。只管螺旋焊接鋼管又是生產(chǎn)線生打造風(fēng)致有擔(dān)保,然則也會(huì)有一些不成避免的小問(wèn)題出現(xiàn)�,所以鋼管在出廠前所做的探傷環(huán)節(jié)必不行少��,也也許說(shuō)是相等重要�。
一般的鋼管焊縫中常見(jiàn)的弱點(diǎn)有:氣孔、夾渣�、未焊透、未熔合和裂紋等�����。到目前為止尚無(wú)一個(gè)童稚的辦法對(duì)流毒的實(shí)質(zhì)進(jìn)行正確的評(píng)判,只是按照熒光屏上獲取的缺點(diǎn)波的外形與反射波高度的變化分手短處的位子和焊接唱工對(duì)誤差進(jìn)行綜合估判��。對(duì)付內(nèi)部弊病的實(shí)質(zhì)的估判以及缺點(diǎn)的發(fā)生的啟事與防止措施大體總結(jié)了以下幾點(diǎn):
氣孔
螺旋鋼管中單個(gè)氣孔回波高度低�,波形為單縫,較穩(wěn)定�。從各個(gè)左袒探測(cè),反射波大體相反���,但稍一動(dòng)探頭就隱沒(méi)��,密集氣孔會(huì)涌現(xiàn)一簇反射波����,波高隨氣孔大小而不同�����,當(dāng)探頭作定點(diǎn)轉(zhuǎn)動(dòng)時(shí)���,會(huì)涌現(xiàn)此起彼落的景遇��。發(fā)作這種缺欠的原由首要是焊材未按劃定溫度烘干�����,焊條藥皮蛻變掉落����、焊芯銹蝕,焊絲清理不清潔��,手工焊時(shí)電流過(guò)大�����,電弧過(guò)長(zhǎng)��;埋弧焊時(shí)電壓太高或網(wǎng)絡(luò)電壓穩(wěn)固太大�����;氣體珍愛(ài)焊時(shí)愛(ài)惜氣體純度初等�����。假定螺旋鋼管焊縫中具有著氣孔����,既破欠佳了焊縫金屬的致密性����,又使得焊縫有用截面積削減����,低落了機(jī)器性能��,額外是存鏈狀氣孔時(shí)���,對(duì)彎曲與攻擊韌性會(huì)有對(duì)比明明飛揚(yáng)����。
防止這種瑕疵防止的順序有:不運(yùn)用藥皮開(kāi)裂��、剝落����、蛻變及焊芯銹蝕的焊條,生銹的焊絲必須除銹后技巧使用����。所用焊接質(zhì)料應(yīng)按劃定溫度烘干,坡口及其兩側(cè)清理潔凈��,并要選用合乎的焊接電流、電弧電壓與焊接速度等���。
夾渣
鋼管中點(diǎn)狀?yuàn)A渣回波旌旗燈號(hào)與點(diǎn)狀氣孔相似����,條狀?yuàn)A渣回波信號(hào)多呈鋸齒狀波幅不高�,波形多呈樹(shù)枝狀,主峰邊上有小峰��,探頭平移波幅有更改���,從各個(gè)方向探測(cè)時(shí)反射波幅不相斥�。這種毛病發(fā)生的原因有:焊接電流太小���,速渡過(guò)快���,熔渣來(lái)不迭浮起,被焊邊緣與各層焊縫清算不清潔��,其本金屬與焊接材料化學(xué)成分不妥����,含硫、磷較多等����。防止步調(diào)有:正確選用焊接電流,焊接件的坡曲直短長(zhǎng)度不要太小����,焊前必須把坡口清理腌臜,多層焊時(shí)必須層層根除焊渣��;并合理決定運(yùn)條角度焊接速率等�����。
未焊透
反射率高�����,波幅也較高�����,探頭平移時(shí)���,波形較穩(wěn)定����,在焊縫雙側(cè)探傷時(shí)均能得到大抵相似的反射波幅。這類(lèi)弊病不但飛騰了焊接討論的機(jī)器性能�����,而且在未焊透處的缺口和端部構(gòu)成應(yīng)力會(huì)合點(diǎn)�����,承載后往往會(huì)惹起裂紋��,是一種傷害性弊病�。|其孕育發(fā)生緣故原由通常是:坡口純邊間隙太小,焊接電流太小或運(yùn)條速渡過(guò)快�,坡黑白度小,運(yùn)條角度舛誤以及電弧偏吹等�����。防止順序有:合理選用坡口型式�����、拼裝間隙和采用正確的焊接功底等����。隆盛達(dá)���、隆盛達(dá)鋼管����、鋼管、隆盛達(dá)鋼管制造有限公司專(zhuān)業(yè)生產(chǎn)制造大口徑螺旋鋼管��、厚壁螺旋鋼管�,大口徑厚壁鋼管、厚壁鋼管���,螺旋焊管���,螺旋鋼管